Hubungi Kami Sekarang
Farmers at the small oil mills in Southeast Asia and Africa take the pride in bottling the oil after pressing but to discover that the buyers reject it. The crude oil is of dark appearance, has a pungent smell, and goes bad easily. When the same oil, however, passes through the refining process, though, it becomes clear and stable liquid with a neutral taste, exactly what consumers and food companies require. It is this change that constitutes edible oil refining.
Simply put, edible oil refining is a multi-stage process that converts crude vegetable oil into a stable, clear, and mild product suitable for consumption. Treatment of crude oil with the combination of physical and chemical processes, which removes gums, free fatty acids, coloring matter and substances that produce the smell, is what makes the difference. These naturally occurring, unrefined peanut, soybean, or sunflower oils are unstable, dark in color, and generally unsuitable for widespread sale. What makes the oil safer, clear and fit to satisfy the standards needed in cooking and food production is refining.
The need to refine becomes more apparent with regards to the issues of unrefined oil. Crude oil is easily spoiled, easily acquires rancid flavors and produces acute scents. It is not very attractive to the consumer as it is dark and its shelf life is short since mill owners usually can only sell beyond the local market. Refining can be the right answer to farmers and processors who question how they can make their crude oil better before bottling, and want to be able to compete with their oil in shops and supermarkets.
The refining process is not only about making oil pretty but also the safeguarding of value. It maintains the stability of oil in storage and transportation, gives it a longer shelf life and offers the neutral taste and clean appearance consumers desire. To most of small / medium-sized oil mills, refining decision is not all about luxury but a business protection. To realize the extent to which we should refine further, we now must take a closer look at the processes of refining a cooking oil, which illustrates how crude oil is converted to a complete, market ready product.
Obviously, it is not enough to just understand the importance of refining, but also to understand the specific process of refining. Recently when I was at a mid-scale peanut oil mill I observed batches of oil which were unacceptable in terms of acidity or cloudiness- and these issues were resolved only by applying proper refining stages. I will describe the entire process and then enter into technical information of each step in relation to quality, yield and practical control.
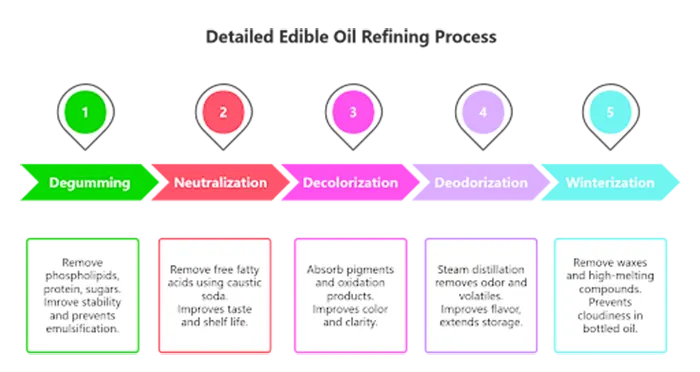
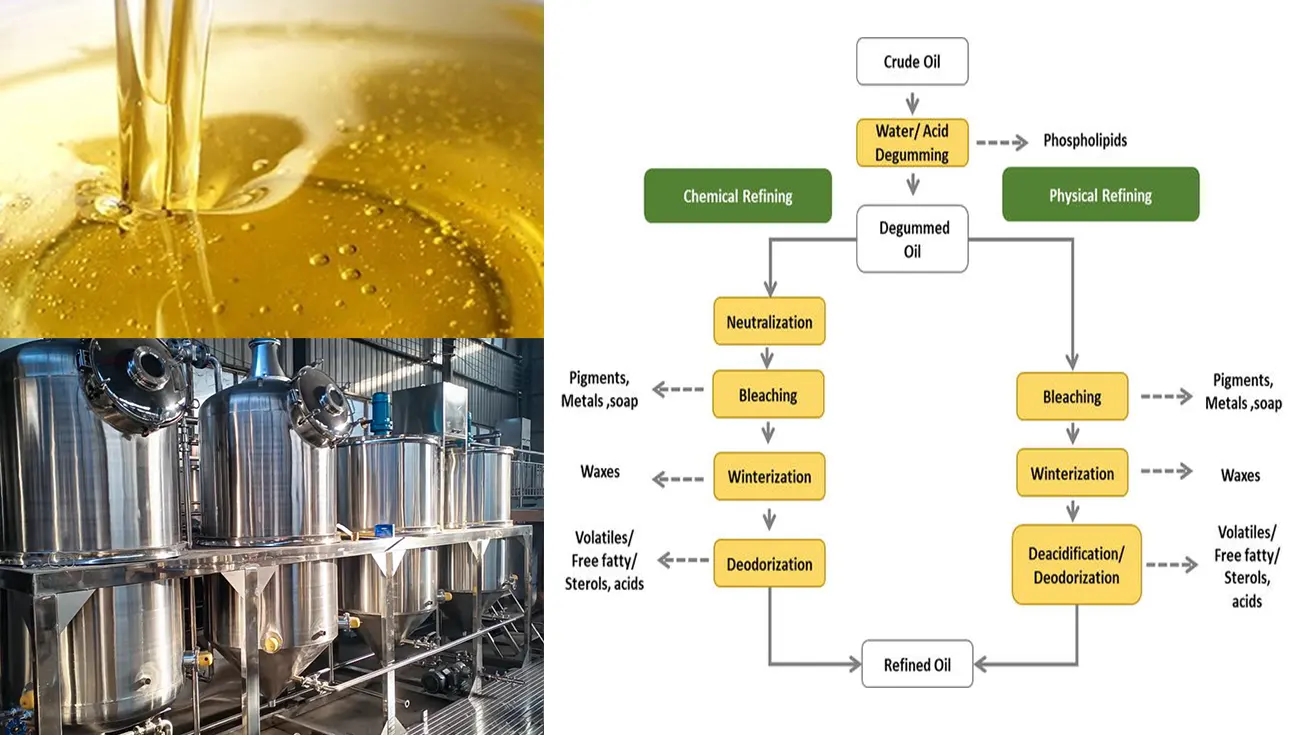
In the majority of edible oil mills (particularly in mid-scale plants in Southeast Asia, Africa and South America), refining is performed in the following order:
- Degumming / Dephosphorization
- Neutralization / Deacidification
- Dehydration / Drying
- Decolorization / Bleaching
- Deodorization / Deodorizing
- (Optional) Dewaxing / Winterization / Fractionation
In contemporary edible oil refining, chemical and physical methods of refining are employed more or less together to attain the required purity and stability of the oil. The physical refining process mainly deals with vacuum steam distillation, dehydration, deodorization, and filtration of impurities, whereas the chemical refining process mainly entails the use of alkali in neutralizing, activated clay in bleaching, and dehydrating. These steps can be incorporated as part of the same refining system, where they can be used in various tanks or areas to have a continuous and efficient purification process.
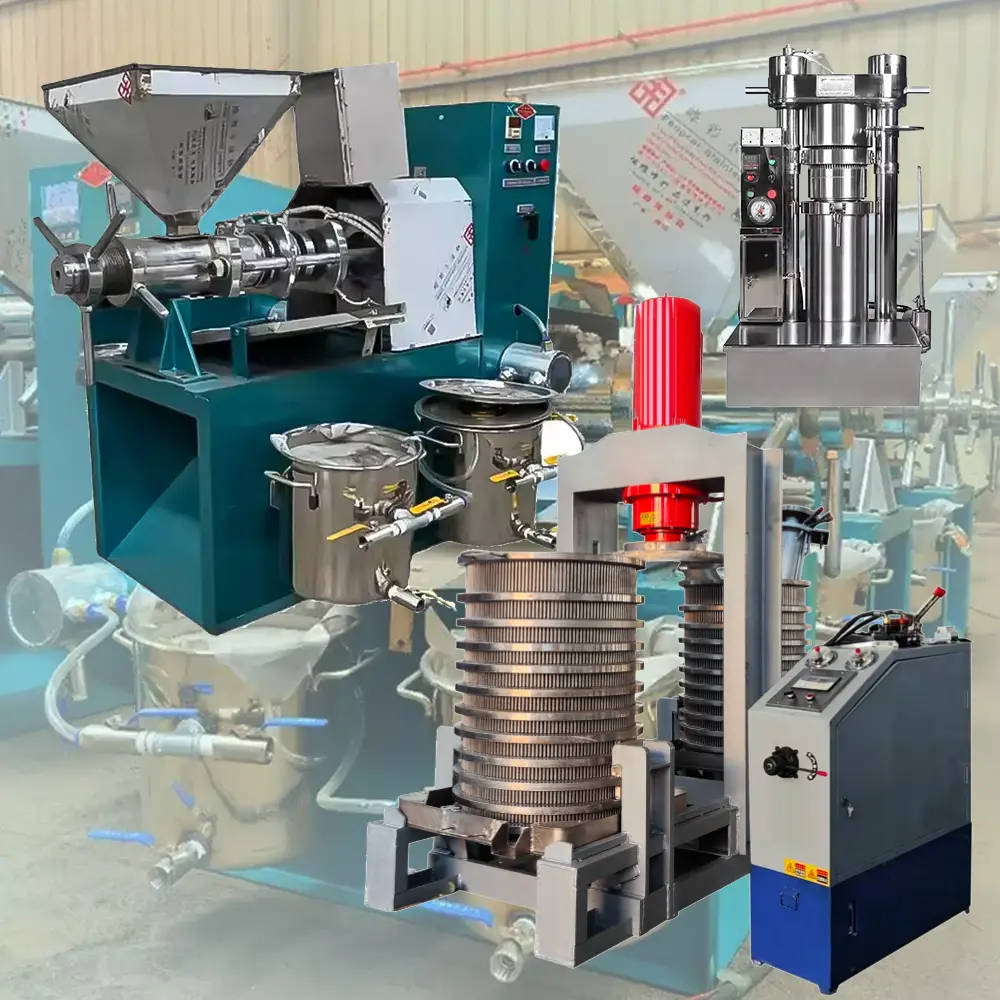
GQ Agri small and medium-sized refining equipment should be installed at refineries with small and medium-sized oil mills, and we offer modular systems that can be adapted to particular types of crude oil and to process requirements. Be it coconut, palm, soybean or peanut oil refining, we will be able to offer a customized refining system and have a stable operation, high yield, and food-grade conformity.
Degumming / Dephosphorization.
The first necessary step is deglacial. In water (hydration) degumming, crude oil is heated (often 50–70 °C) and combined with a small amount of 1–3% water. Lecithin absorbs water, swells, and forms a gelatinous substance, which then absorbs other impurities and is then separated by centrifugation or filtration.
However, most crude oils do have non-hydratable phospholipids (NHPs) – salts of calcium, magnesium, etc. Research (e.g. “Research progress on the genesis and removal of non-hydratable phospholipids”) indicates that NHPs do not easily degum by simple water treatments, and some treatment is necessary: either by acid treatment, or by enzymatic treatment such as PLC or PLA, which converts NHPs into removable forms.
When poorly done, the remaining phospholipids disrupt the neutralization process, complicate the bleaching process, and add to the load of color. An effective degumming may bring phosphorus down to tens of mg/kg (as with enzymatic degumming of rice bran it dropped to around 5-10 ppm P) with only a small fraction of oil lost (around 1–2%).
Neutralization / Deacidification.
The next important process to be performed after the process of degreeuming is that of neutralization (or deacidification), whose goal is to eliminate any free fatty acids (FFAs) that may lead to unpleasant aroma and rancidity, as well as to shortening shelf life. Oils of high acid value cannot be stored long, when exposed to moisture and heat, the triglycerides can undergo hydrolysis and lose more FFAs, thus deteriorating faster. Worse still, highly unsaturated glycerides may oxidize to aldehydes, ketones and low-molecular acids, to provide the oil with a sharp and unpleasant odor. Thus, a key example of treatment is the neutralization of the oil that allows stabilisation of the quality of the oil and enhances taste and storage characteristics.
In the neutralization process of edible oils, a dilute alkali solution (such as sodium hydroxide (NaOH) solution, typically 0.1%-0.2% concentration) is added to neutralize free fatty acids, forming soapstock. The soapstock is then separated from the neutralized oil. The amount of alkali used is related to the acid value of the oil and can usually be slightly more than calculated. The layer formed by the soap is also used to remove the trace impurities like phospholipids, pigments, and suspended solids. The neutral oil is however lost to some extent with the soap stock and its loss is influenced by such factors as the concentration of alkali, temperature, mixing, and time of settling. Others use glycerol-based neutralization and this reduces the amount of oil lost in the process since water is substituted with polyhydric alcohols.
Physical deacidification involves the use of vacuum steam distillation to extract FFAs rather than alkali treatment. The technique removes the necessity of separation of soapsstock, minimizes the amount of wastewater, but demands increased accuracy of equipment and attention to conditions of temperature and vacuum.
Dehydration / Drying.
Even though dehydration may be regarded as a small step by some people, it is essential. Residual moisture from processes such as degumming, washing, neutralization, and deacidification can cause foaming, oxidation, and even hydrolysis during subsequent bleaching or deodorization steps. The normal dehydration operation is practicably obtained in the four major tanks namely; degumming, neutralization, vacuum bleaching and vacuum deodorization as a part of complete refining process in case of small and medium scale edible oil refining lines. In case of higher drying accuracy, it could be possible to arrange one more vacuum dryer to improve the procedure of moisture removal and provide the stability of oil. As an example, an intermediate degree enzyme degumming trial demonstrated that the temperature of oil and the low ratio of water to ~2-3% prior to bleaching assists in reducing color and odor compounds. The dehydration process using high vacuum and appropriate steam/heat tolerance guarantees that the volatile beneficial compounds (e.g. tocopherols) are not lost in large quantities.

Decolorization / Bleaching.
The dilute alkali solution used in the neutralization and deacidification process reacts with certain pigments in the oil (such as chlorophyll and xanthophyll) to form salts. These salts cannot be completely neutralized and remain in the oil, affecting its final color and stability. Therefore, bleaching is particularly important in the complete edible oil refining process. The oil is heated to approximately 80-120°C under vacuum (to avoid oxidation that destroys nutrients), then bleaching earth or activated carbon is added (typically 0.53% of the oil concentration) and mixed thoroughly.
Adsorption materials are crucial: acid-activated or surface-modified clays can be used, as they offer a greater surface area and adsorption capacity, successfully adsorbing colored substances, peroxides, trace metals, phospholipids, soaps, polycyclic aromatic hydrocarbons, and even pesticide residues.
Deodorization / Deodorizing.
The last and most serious step of the edible oil refining is deodorization. It has a conclusive part on elimination of the unpleasant odors, increase in the smoke point as well as increasing the stability, coloring and the general quality of the final oil. The rationale of deodorization is the volatility differences of triglycerides and the odor-causing impurities. High temperature and high vacuum steam distillation is applied at this step to remove volatile components like short-chain fatty acids, aldehydes, ketones and other odor components which form naturally during the pressing process and during the previous refining processes.
Passage of the live steam through the vacuumed oil removes undesirable undesired elements of the oil such as free fatty acids, peroxides, polycyclic aromatic hydrocarbons and pesticides residue that cannot be eliminated by boiling the oil, leaving the oil with a neutral taste and smell.
Practically, deodorization is usually performed at 200–270 °C and deep vacuum in a manner that the steam is well dispersed and the temperature is kept constant to preserve delicate nutrients, e.g., tocopherols (vitamin E). Furthermore, ensuring precise control of temperature and vacuum is crucial, as excessively high temperatures or insufficient vacuum can lead to darkening of the color or significant loss of natural flavor.
Optional: Dewaxing.
This refining process, also known as dewaxing, winterization, or fractionation, is another refining process designed to remove crystallized waxes and high-melting-point compounds that can affect the appearance and clarity of edible oils during refrigeration. This is particularly important for oils with high wax triglyceride content, such as corn oil, sunflower oil, rice bran oil, and animal fats.
A common process involves cooling the oil to 0-10°C and letting it stand to allow it to crystallize. The wax crystals are then separated from the mixture of polar substances by filtration or centrifugation. However, cooling alone cannot remove all wax impurities – a small amount of suspended wax crystals may remain in the oil, increasing the viscosity of the oil and making it difficult to separate the residue.
To improve wax separation, we recommend adding a filter medium such as diatomaceous earth or perlite powder during filtration. This not only improves filtration efficiency but also helps reduce the wax’s affinity for the filter surface, facilitating the separation of the suspended wax from the oil. Make the oil clearer and the downstream bottling operation smoother.
Dewaxing is not essential for all types of oils, but it can significantly improve the appearance, stability and consumer acceptance of an oil, especially oils bottled in colder climates.